


SŁABY ? MOCNY ? ODPOWIEDNI ! CZYLI: CZYTAJ DANE TECHNICZNE.

Klej – czy też szerzej – płynny element konstrukcyjny – jest jednym ze składników gotowego wyrobu: maszyny, pojazdu, zespołu itp. Podobnie jak blacha, odlew, wypraska z tworzywa sztucznego, łożysko, uszczelka itp. przy opracowaniu technologii montażu dobieramy te elementy składowe jednoznacznie je definiując. Konstruktor pompy nie napisze w dokumentacji, że obudowa ma być „mocna” czy „wytrzymała”, ale zdefiniuje typ odlewu. Przy montażu z wykorzystaniem technologii klejenia – zabezpieczania – uszczelniania nie wystarczy uwaga w dokumentacji - skleić” - fachowy monter potrzebuje wskazówki np. „zastosuj LOCTITE 603” lub „zabezpiecz przy pomocy LOCTITE 243”. Jest to kompletna i ścisła informacja, bo za hasłem „LOCTITE 243” stoi dokładny opis techniczny produktu – jego karta techniczna – Technical Data Sheet (nazwa angielska, ale karty te są w języku polskim) – dalej będziemy używać skrótu TDS. Przyjrzyjmy się takiej karcie na przykładzie bestsellera LOCTITE o numerze 243.
Karta TDS ma następujące rozdziały :
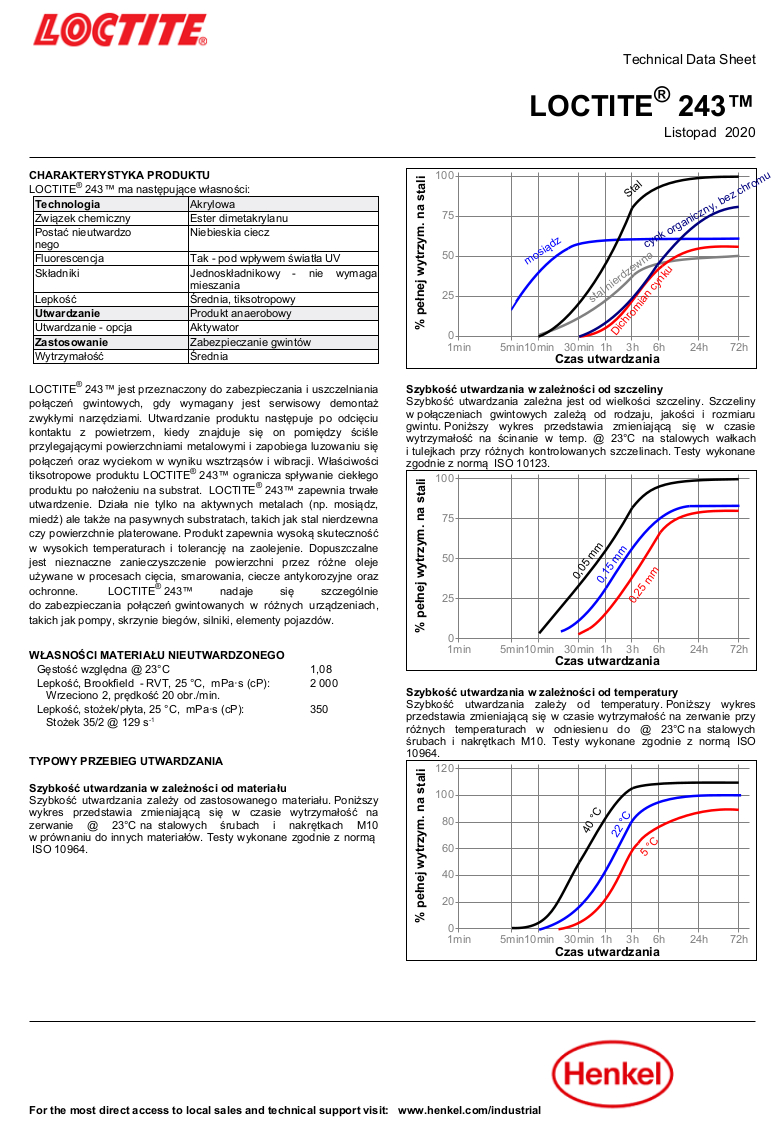
Tu poznajemy wygląd produktu i jego przeznaczenie. Następnie poznajemy WŁASNOŚCI MATERIAŁU NIEUTWARDZONEGO – jego gęstość, lepkość i inne istotne parametry. Wreszcie przechodzimy do informacji, które mają zasadniczy wpływ na dobór produktu do danej aplikacji oraz opracowanie technologii montażu, uwzględniającej zachowanie produktu.

Podsumowanie: karta Technical Data Sheet jest źródłem rzetelnej, inżynierskiej wiedzy o produkcie (kleju, uszczelniaczu itp.) LOCTITE. W pewnych przypadkach może ona służyć jako punkt wyjścia do obliczenia wytrzymałości konstrukcji. Pamiętajmy, że użytkownik produktu może liczyć na pomoc ze strony dostawcy produktu.
Jeśli mają Państwo jakiekolwiek pytania, zapraszamy do kontaktu: biuro@woronko-kleje.pl
Gwarantujemy pełne wsparcie techniczne.
KARTA CHARAKTERYSTKI PRODUKTU:
Tu poznajemy wygląd produktu i jego przeznaczenie. Następnie poznajemy WŁASNOŚCI MATERIAŁU NIEUTWARDZONEGO – jego gęstość, lepkość i inne istotne parametry. Wreszcie przechodzimy do informacji, które mają zasadniczy wpływ na dobór produktu do danej aplikacji oraz opracowanie technologii montażu, uwzględniającej zachowanie produktu.
TYPOWY PRZEBIEG UTWARDZANIA:
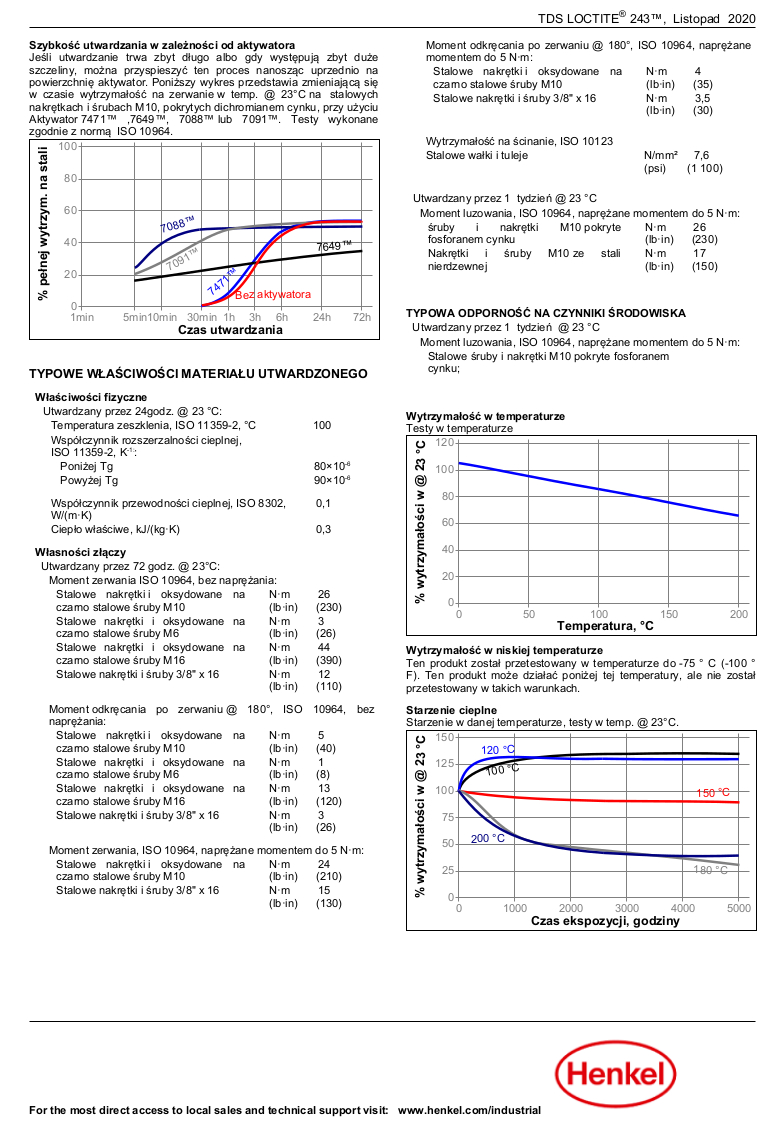
Poznajemy szybkość utwardzania w zależności od materiału – ważna informacja, bo elementy złączne wykonywane są z różnych materiałów, mają też różne powłoki ochronne. Dane o szybkości utwardzania przedstawione są w formie wykresu, z którego odczytujemy czas uzyskania wytrzymałości – pełnej i wstępnej – a także wytrzymałość końcową, w procentach, gdzie – uwaga – za „100%” przyjmujemy wytrzymałość na stali. Wiemy też, według jakiej normy i w jakich warunkach wykonano testy. W uproszczonych danych podawanych w ulotkach informacyjnych czy w katalogach uzyskujemy prostą informację np. „zalecany do gwintów do M36”. W dużej mierze proces utwardzania zależy od wymiaru szczeliny, w której znalazł się produkt anaerobowy. W naszej karcie TDS znajdziemy wykres – wraz z opisem – szybkość utwardzania w zależności od szczeliny. Widzimy, że np. gwint „mały” i „ciasny” - maksymalna szczelina to 0,05 mm – pozwala uzyskać 25% wytrzymałości końcowej już po ok. 20 minutach, zaś dla „dużych” i „luźnych” gwintów – dopiero po ok. 2 godzinach. Bardzo istotną informację niesie wykres szybkość utwardzania w zależności od temperatury. Te dane musimy brać pod uwagę szczególnie, gdy montażu dokonujemy w warunkach polowych (może to być np. montaż koparki w kopalni odkrywkowej, który rozpoczynamy w sierpniu w temperaturze +30°C, a kończymy w październiku, w temperaturze +5°C. Znajomość tych danych uchroni nas przed fatalnymi skutkami błędu – w lecie mieliśmy 50% pełnej wytrzymałości złącza już po ok. 30 minutach, jesienią – dopiero po ok. 2 godzinach. Nastęny wykres pokazuje nam, jak aktywatory wpływają na proces utwardzania produktu.TYPOWE WŁAŚCIWOŚCI MATERIAŁU UTWARDZONEGO:
W tym rozdziale znajdziemy opis typowych właściwości wysokowytrzymałego tworzywa sztucznego (duroplastu), jakim jest utwardzony produkt anaerobowy takich jak temperatura zeszklenia, współczynnik rozszerzalności cieplnej, współczynnik przewodności cieplnej, ciepło właściwe oraz – bardzo ważne przy doborze produktu – własności złączy – czyli dane wytrzymałościowe takie jak momenty zerwania i odkręcania. Te dane trzeba czytać uważnie (czyli „ze zrozumieniem”…) - połączenie testowe może być wykonane z naprężeniem lub bez, części mogą mieć powłoki ochronne lub nie, dodatkowo poznajemy wpływ temperatury na moment odkręcający. Te dane są przydatne zarówno przy opracowaniu wszelkich „tabel doboru produktu”, a także doborze prawidłowej technologii montażu z wykorzystaniem LOCTITE 243 (i innych produktów LOCTITE).TYPOWA ODPORNOŚĆ NA CZYNNIKI ŚRODOWISKA:
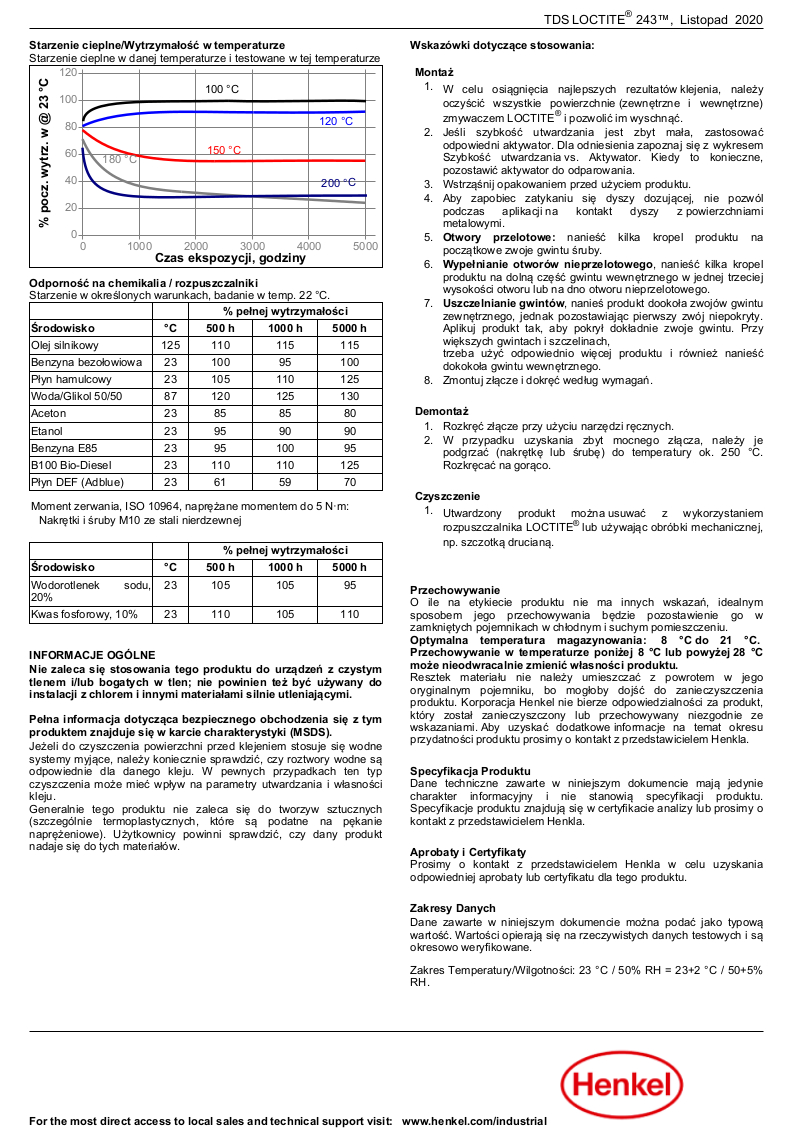
W tym: zależność wytrzymałości od temperatury – badaną w danej temperaturze oraz po starzeniu cieplnym. Te wykresy dają rzetelną odpowiedź o wpływie temperatury na wytrzymałość złącza (czy i w jakim stopniu – w procentach wytrzymałości w odniesieniu do wytrzymałości przy 23°C – ulegnie ona obniżeniu lub podwyższeniu). Dane w katalogu lub ulotkach najczęściej mówią o „zakresach temperatur pracy ….”. Z karty TDS wiemy, jakie dane się za tym kryją. Z tego rozdziału uzyskamy również informację o chemicznej odporności utwardzonego produktu – z tabeli odporność na chemikalia i rozpuszczalniki. Testy wykonano w typowych mediach, z jakimi można się spotkać w przemyśle, w pojazdach itp., w różnych czasach ekspozycji. Pozwala to znać odpowiedź w kwetsii: czy i jaki wpływ ma dany środek na wytrzymałość zabezpieczenia gwintu.INFORMACJE OGÓLNE:
W tym rozdziale poznajemy wskazówki dotyczące stosowania czyli: montażu i demontażu złącza z użyciem LOCTITE 243. To warto przeczytać! Unikniemy błędów oraz straty czasu na „dochodzenie do wprawy”. W rozdziale tym znajdziemy również wytyczne co do warunków przechowywania produktu – w tym między innymi niezwykle istotne informacje jakie temperatury (minimalna i maksymalna) mogą nieodwracalnie zmienić własności produktu.Podsumowanie: karta Technical Data Sheet jest źródłem rzetelnej, inżynierskiej wiedzy o produkcie (kleju, uszczelniaczu itp.) LOCTITE. W pewnych przypadkach może ona służyć jako punkt wyjścia do obliczenia wytrzymałości konstrukcji. Pamiętajmy, że użytkownik produktu może liczyć na pomoc ze strony dostawcy produktu.
Jeśli mają Państwo jakiekolwiek pytania, zapraszamy do kontaktu: biuro@woronko-kleje.pl
Gwarantujemy pełne wsparcie techniczne.




