

OCENA NIEUDANEGO POŁĄCZENIA KLEJOWEGO – PRZYCZYNY ZAWODNOŚCI I SPOSOBY POPRAWY JAKOŚCI ZŁĄCZA.
[1] P. Grundmuller, S. Cowdrey, "WORLDWIDE DESIGN HANDBOOK", Europejski Zespół Loctite, Monachium (1998)
Wraz z rozwojem nauki i technologii klejenie staje się coraz bardziej popularną metodą łączenia materiałów. Stanowi ciekawą alternatywę dla spawania czy zgrzewania. Jest to spowodowane między innymi możliwością łączenia różnych substratów oraz brakiem powstawania naprężeń wewnętrznych (powstałych w wyniku obróbki cieplnej) w łączonych materiałach.
Głównymi wskaźnikami determinującymi odpowiednie właściwości adhezyjno-kohezyjne złącza jest wymagana wytrzymałość i stałość w czasie użytkowania. W celu ich uzyskania warto się skupić wokół trzech obszarów: właściwego przygotowania powierzchni i warstwy wierzchniej łączonych elementów poprzez różne metody ich obróbki, ulepszania warstwy wierzchniej za pomocą metod fizycznych i chemicznych oraz zespołu czynności związanych z utworzeniem połączenia.
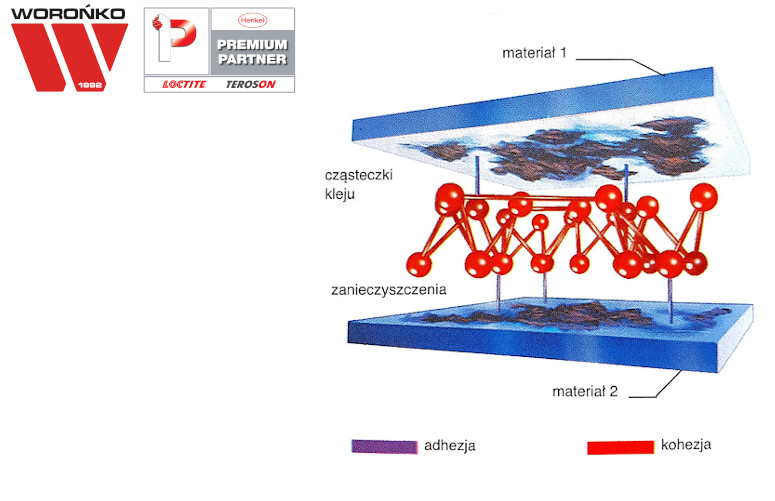
Istotne znaczenie w ocenie połączeń odgrywają zjawiska powierzchniowe wpływające m.in. na możliwość uzyskania połączenia oraz jego jakość, wśród których szczególne znaczenie mają adhezja i kohezja.
Uszkodzenie połączenia klejowego może nastąpić w wyniku zniszczenia spoiny klejowej (typ kohezyjny) lub w wyniku uszkodzenia połączenia pomiędzy klejem i substratem (typ adhezyjny). Połączenie klejowe jest tak wytrzymałe, jak jego najsłabsze ogniwo. Wiele przyczyn nieudanego klejenia można ocenić wzrokowo i na nich chciałbym się skupić. Należy stwierdzić, czy błąd dotyczy adhezji, czy kohezji.
RODZAJE BŁĘDÓW I SPOSOBY POPRAWY ZŁĄCZA KLEJOWEGO
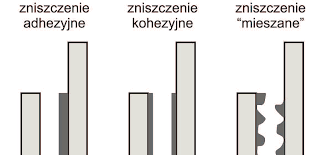
Pojawienie się błędu w połączeniu wskazuje na słaby punkt połączenia klejowego. Podstawowe błędy w połączeniu klejowym to:Błąd adhezji – najsłabszym punktem jest tu warstwa przyścienna między klejonym elementem i klejem. Prawdopodobnie użyto niewłaściwego materiału do klejenia lub klejona powierzchnia była zanieczyszczona. W obu przypadkach można wzmocnić wytrzymałość przez odpowiednie przygotowanie powierzchni. Aby dowiedzieć się, w jaki sposób należy przygotować powierzchnię przed klejeniem, ----> kliknij tutaj
Błąd kohezji – klej został przeciążony działaniem zewnętrznym (np. spiętrzeniem naprężeń, temperaturą, starzeniem). Sugerowane rozwiązanie to: konstrukcyjne zmiany geometrii złącza lub bardziej odpowiedni klej. W celu dobrania odpowiedniego kleju zapraszamy do kontaktu: biuro@woronko-kleje.pl
Błąd mieszany (adhezyjno-kohezyjny) – nieudane połączenie klejowe jest wynikiem słabej adhezji i kohezji kleju.
[2] P. Grundmuller, S. Cowdrey, "WORLDWIDE DESIGN HANDBOOK", Europejski Zespół Loctite, Monachium (1998)
PODSTAWOWE PRZYCZYNY ZAWODNOŚCI I SPOSOBY POPRAWY JAKOŚCI ZŁĄCZ KLEJOWYCH
Aby wyeliminować błąd połączenia klejowego, trzeba przede wszystkim ustalić jego przyczyny oraz określić, jak poprawić jakość połączenia. Podstawowe powody zawodności złącz to:Zanieczyszczone materiały – sprawdzić przygotowanie powierzchni i odpowiednio poprawić (np. środki myjące, procedury oczyszczania, składowanie międzyoperacyjne)
Niewłaściwe wykonanie spoiny – sprawdzić wszystkie parametry procesu i wykonanie spoiny, zoptymalizować rodzaj i przebieg ustalania, sprawdzić, czy po ustaleniu zostały dotrzymane wszystkie warunku utwardzania
Niedostateczne utwardzenie kleju – sprawdzić warunki utwardzania (szczelina, dostęp powietrza, temperatura, wilgotność itp.). Przestrzegać czasów utwardzania podanych w karcie danych technicznych. Sprawdzić czy nie została przekroczona data przydatności kleju
Przeciążenie mechaniczne lub niekorzystne naprężenie (oddzieranie) – powiększyć powierzchnię klejenia i poprawić geometrię złącza Przeciążenia termiczne – wybrać klej o większej odporności na temperaturę
Jeśli mają Państwo pytania zapraszamy do kontaktu: biuro@woronko-kleje.pl
Naszym klientom zapewniamy pełne wsparcie techniczne
Wiktor Worońko
