

PODSTAWOWE MECHANIZMY UTWARDZANIA KLEJÓW ORAZ USZCZELNIACZY LOCTITE I TEROSON.
[1] P. Grundmuller, S. Cowdrey, "WORLDWIDE DESIGN HANDBOOK", Europejski Zespół Loctite, Monachium (1998)
Zapraszamy do analizy, jak przebiega proces utwardzania, polimeryzacji klejów, które stosują Państwo na co dzień. Świadomość, jak ten proces przebiega, pozwala lepiej zrozumieć zasady doboru produktów LOCTITE i TEROSON dla konkretnych aplikacji. W niniejszym artykule opiszę kilka najczęściej spotykanych mechanizmów utwardzania – zapraszam do lektury.
MECHANIZM ANAEROBOWY
Kleje anaerobowe to jednoskładnikowe produkty, które są stosowane do zabezpieczania połączeń gwintowych przed luzowaniem, uszczelniania połączeń gwintowych, uszczelniania złączy kołnierzowych oraz mocowania części współosiowych. Istnieją dwa podstawowe warunki, które są niezbędne do prawidłowego przebiegu mechanizmu utwardzania:1. Odcięcie dopływu tlenu atmosferycznego,
2. Kontakt z metalem.
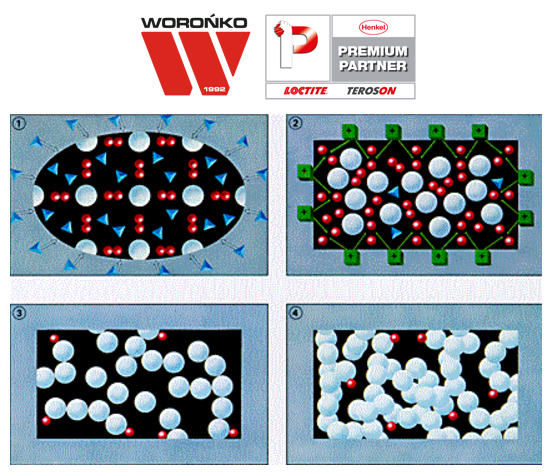
Mechanizm utwardzania nie zostanie zainicjowany, dopóki klej pozostaje w kontakcie z tlenem atmosferycznym. Po odcięciu dopływu tlenu, pod wpływem działania jonów metalu (Cu, Fe) powstają wolne rodniki, które zapoczątkowują proces polimeryzacji. Powierzchnie metalowe działają jak katalizator (substancja zwiększająca szybkość reakcji). Materiały pasywne (np. stal nierdzewna) mają bardzo słabe właściwości katalizujące – dlatego dla szybszego utwardzenia warto zastosować aktywator (LOCTITE SF 7649 lub LOCTITE SF 7471). Klej anaerobowy całkowicie wypełnia szczeliny zakleszczając się w nich. Powierzchnia klejenia musi mieć co najmniej 5 mm szerokości, aby zapewnić brak tlenu w złączu. Sztandarowe produkty anaerobowe, które posiadamy w naszej ofercie to: LOCTITE 243, LOCTITE 542, LOCTITE 577, LOCTITE 518 czy LOCTITE 638.
Produkty utwardzane anaerobowo posiadają zazwyczaj następujące właściwości:
1. Wysoka wytrzymałość na ścinanie,
2. Odporność termiczna od -55 °C do +150 °C (LOCTITE 620 wytrzymuje nawet do 250 °C)
3. Łatwość dozowania ręcznego oraz dozownikami półautomatycznymi i automatycznymi,
4. Wysoka odporność chemiczna,
5. Właściwości antykorozyjne,
6. Wysoka odporność na wibracje.
MECHANIZM ANIONOWY
Kleje cyjanoakrylowe to błyskawiczne produkty, które znajdują szerokie zastosowanie w życiu codziennym. Większość produktów CA polimeryzuje w kontakcie z powierzchniami lekko alkalicznymi (np. LOCTITE 406). Proces zostaje zainicjowany, gdy wilgoć obecna na powierzchni neutralizuje zawarty w kleju stabilizator. Po naniesieniu produktu trzeba szybko złączyć elementy, gdyż polimeryzacja rozpoczyna się w kilka sekund. Aby jak najszybciej osiągnąć wytrzymałość ręczną, należy maksymalnie zredukować wymiar szczeliny. Optymalną szybkość utwardzania uzyskuje się przy wilgotności względnej równej około 50% oraz temperaturze pokojowej otoczenia. Im niższa wilgotność, tym mechanizm utwardzania będzie przebiegał wolniej, im wyższa wilgotność, tym szybciej. Istnieją również kleje cyjanoakrylowe dedykowane do powierzchni kwaśnych (np. LOCTITE 401). Jeśli interesuje Państwa przyspieszenie utwardzania klejów cyjanoakrylowych, można zastosować aktywator LOCTITE SF 7455. Kleje błyskawiczne nie są dedykowane do klejenia szkła.Kleje utwardzane anionowo (cyjanoakrylany) posiadają zazwyczaj następujące właściwości:
1. Wysoka wytrzymałość na ścinanie i rozciąganie dobrze spasowanych detali,
2. Odporność termiczna do 120 °C,
3. Adhezja do wielu substratów (w tym trudnosklejalnych tworzyw takich jak PE, PP czy teflon z użyciem aktywatora LOCTITE SF 770),
4. Wysoka prędkość utwardzania,
5. Możliwość dozowania ręcznego oraz półautomatycznego i automatycznego.
KLEJE UTWARDZANE ŚWIATŁEM UV
Bardzo ważnymi parametrami, które warunkują prawidłowy przebieg mechanizmu utwardzania klejów UV są: odpowiednie natężenie i długość fal światła UV. Światło UV o określonej długości fali powoduje rozszczepienie fotoinicjatorów obecnych w kleju. W wyniku tego powstają wolne rodniki, które rozpoczynają polimeryzację – łańcuchy polimeryzacyjne sieciują tworząc wiązania poprzeczne. Do utwardzania wskrośnego (maksymalnie głębokiego) potrzebne jest światło UV o wysokim natężeniu o długościach fal rzędu 300 - 420 nm. W przypadku utwardzaniapowierzchniowego należy zastosować światło o wysokim natężeniu w zakresie długości fal poniżej 280 nm. Aby mechanizm przebiegł prawidłowo, przynajmniej jedna powierzchnia musi być przepuszczalna dla odpowiedniej długości fali.Produkty utwardzane światłem UV posiadają zazwyczaj następujące właściwości:
1. Utwardzanie na żądanie – klej ma płynną konsystencję aż do momentu ekspozycji na światło,
2. Szybkość utwardzania – umożliwia szybkie przejście do kolejnych etapów wytwarzania,
3. Przejrzystość optyczna – doskonale nadają się do klejenia przezroczystych substratów,
4. Gwarancja jakości – sprawdzanie obecności produktu przy pomocy światła fluoroesencyjnego,
5. Jednoskładnikowe kleje – nie ma konieczności mieszania ani odważania. Nie zawierają rozpuszczalnika.
Mogą zaistnieć sytuacje, w których światło UV nie dociera do wszystkich miejsc pokrytych klejem. W tych przypadkach można zastosować produkty LOCTITE z dodatkowymi systemami utwardzania w przestrzeniach nie objętych światłem UV np. LOCTITE SI 5091 z wtórnym mechanizmem utwardzania za pomocą wilgoci z powietrza.
Podstawowe produkty utwardzane światłem UV, które posiadamy w naszej ofercie to: LOCTITE AA 3491, LOCTITE AA 3494 oraz LOCTITE AA 3922.
KLEJE UTWARDZANE WILGOCIĄ Z OTOCZENIA
Mechanizm utwardzania jednoskładnikowych klejów na bazie silikonów/uszczelniaczy na bazie silikonów wymaga obecności wilgoci z powietrza oraz powinien przebiegać w temperaturze pokojowej. Przy tego rodzaju produktach wilgoć potrzebna jest do zapoczątkowania procesu sieciowania. W momencie przereagowania cząsteczki wody z cząsteczką silikonu powstaje produkt uboczny o odczynie kwaśnym, zasadowym lub neutralnym. Szybkość utwardzania zależy głównie od wilgotności względnej. Mechanizm utwardzania przebiega od strony zewnętrznej do wnętrza szczeliny, a głębokość utwardzania nie przekracza 10-15 mm.Najważniejsze cechy utwardzonych wilgocią silikonów (np. LOCTITE SI 5366, LOCTITE SI 598, LOCTITE SI 5920) to:
1. Wysoka odporność chemiczna,
2. Odporność termiczna nawet do ok. 300 °C,
3. Wysoka elastyczność,
4. Doskonała odporność na promieniowanie UV,
5. Dobre wypełnianie szczelin,
6. Adhezja bez podkładu do wielu substratów.
Drugim rodzajem są jednoskładnikowe kleje poliuretanowe/uszczelniacze poliuretanowe, których polimeryzację inicjuje absorpcja wilgoci z powietrza. Szybkość utwardzania zależy w dużej mierze od wilgotności względnej oraz temperatury otoczenia.
Produkty te (np. TEROSON PU 9100 WH, TEROSON BOND 60) posiadają przeważnie następujące cechy:
1. Wysoka wytrzymałość,
2. Złącza lekko elastyczne,
3. Wysoka elastyczność i duże wydłużenie przy zerwaniu,
4. Dobra odporność chemiczna,
5. Zdolność wypełniania szczelin,
6. Nadają się do malowania po utwardzeniu.
Trzecim rodzajem jednoskładnikowych klejów/uszczelniaczy, których polimeryzację inicjuje absorpcja wilgoci z powietrza są produkty na bazie polimerów modyfikowanych silanem, czyli masy klejąco-uszczelniające MS-Polimerowe, które utwardzają się do postaci elastomeru.
MS-Polimery (np. TEROSON MS 930 oraz TEROSON MS 939) charakteryzują się zazwyczaj następującymi parametrami:
1. Dobre właściwości klejąco-uszczelniające,
2. Odporność na starzenie,
3. Doskonała adhezja do prawie wszystkich substratów,
4. Doskonała odporność na działanie czynników pogodowych,
5. Nie zawierają silikonów,
6. Elastyczne klejenie, uszczelnianie i powlekanie,
7. Odporność na tworzenie pleśni,
8. Temperatura pracy: od -40 °C do 100 °C
KLEJE UTWARDZANE NA GORĄCO
Przeważnie są to kleje jednoskładnikowe, których polimeryzację w dużej mierze aktywuje osiągnięcie minimalnej temperatury ok. 100 °C. Im wyższa temperatura, tym klej szybciej się utwardza.Przykładowy produkt utwardzany na gorąco, który posiadamy w ofercie posiada następujące cechy:
1. Wysoką wytrzymałość mechaniczną oraz dobrą odporność termiczną (np. LOCTITE EA 9514).
KLEJE DWUSKŁADNIKOWE
Mechanizm ten dotyczy klejów dwuskładnikowych np. hybrydowych, epoksydowych, poliuretanowych, MS-polimerowych czy silikonowych. Polega na wymieszaniu dwóch składników w odpowiedniej proporcji (podanej przez producenta). W zależności od opakowania, produkt można nanosić bezpośrednio z opakowania poprzez końcówkę mieszającą lub ręcznie, po wymieszaniu np. szpatułką. Używając dyszy mieszającej, aby zapewnić odpowiednie wymieszanie składników, zaleca się odrzucenie wstęgi kleju równej długości dyszy.Najważniejsze cechy utwardzonych klejów hybrydowych (np. LOCTITE HY 4070, LOCTITE HY 4090) to:
1. Duża szybkość utwardzania,
2. Wysoka wytrzymałość mechaniczna,
3. Znakomita odporność chemiczna,
4. Bardzo dobra adhezja do większości substratów,
5. Zdolność wypełniania szczelin nawet do 5 mm.
Utwardzone kleje epoksydowe (np. LOCTITE EA 3430, LOCTITE EA 9466, LOCTITE EA 9492, LOCTITE EA 9497) posiadają przeważnie następujące cechy:
1. Duża sztywność,
2. Zdolność wypełniania szczelin,
3. Bardzo dobra wytrzymałość mechaniczna,
4. Dedykowane do powierzchni o małej i średniej wielkości,
5. Bardzo dobra odporność chemiczna,
6. Wytrzymałość termiczna nawet do 180 °C.
Najważniejsze cechy utwardzonych dwuskładnikowych klejów poliuretanowych do dużych powierzchni (np. LOCTITE UK 8103 + LOCTITE UK 5400) / klejów poliuretanowych (np. TEROSON PU 9225):
1. Przeznaczone do klejenia małych, średnich lub dużych powierzchni,
2. Klejenie i regeneracja trudnosklejalnych tworzyw z użyciem podkładu,
3. Wysoka wytrzymałość.
Utwardzone dwuskładnikowe masy MS-Polimerowe (np. TEROSON MS 9399) charakteryzują się:
1. Szybkim utwardzaniem,
2. Brakiem rozpuszczalników, izocyjanianów oraz silikonów,
3. Odpornością na warunki atmosferyczne,
4. Dokładnym utwardzeniem w całej objętości kleju.
Utwardzone dwuskładnikowe masy silikonowe (np. LOCTITE SI 5616) posiadają następujące właściwości:
1. Dokładnie utwardzają się w całej objętości kleju,
2. Szybki czas wiązania,
3. Bardzo dobra odporność chemiczna i termiczna,
4. Dobrze wypełniają szczeliny.
Warto również wspomnieć o klejach akrylowych utwardzanych przy użyciu aktywatora. W zależności od rodzaju kleju można:
1. Nakładać osobno klej i aktywator (np. LOCTITE AA 330 + LOCTITE SF 7386),
2. Uprzednio zmieszać w mieszalniku statycznym, przed nałożeniem na powierzchnię (np. LOCTITE AA V5004).
Przykładowym produktem z tej grupy klejów jest LOCTITE AA 330 z aktywatorem LOCTITE SF 7386. Najbardziej odpowiednie dla tego produktu są szczeliny 0,1 mm. Aktywator nanosimy na jedną z powierzchni, a na drugą klej. W przypadku większych szczelin (lub gdy wymagana jest większa szybkość utwardzania), należy nanieść aktywator na obie powierzchnie. Jeśli klej jest nanoszony na aktywowaną powierzchnię, montaż należy zakończyć jak najszybciej (w ciągu ok. 15 sekund).
Utwardzone kleje akrylowe posiadają zazwyczaj następujące właściwości:
1. Bardzo dobra odporność na ścinanie i rozciąganie,
2. Duża odporność na uderzania,
3. Dobra adhezja do większości materiałów,
4. Dobra odporność środowiskowa.
Zapraszamy do kontaktu.
